 鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、...
鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造、... 選礦機(jī)械配件鑄造件在鑄造過程中,金屬液可以完全填充模具,使零件的內(nèi)部結(jié)構(gòu)緊...
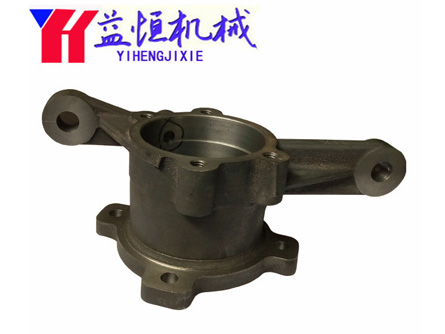
選礦機(jī)械配件鑄造件在鑄造過程中,金屬液可以完全填充模具,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門泵體閥門是用來開閉管路、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
泵體閥門泵體閥門是用來開閉管路、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...灰鐵球鐵鑄件基本特點是:黏土含量高,水分低,煤粉的加入量也較低。
灰鐵球鐵鑄件高密度造型型砂的基本特點是:煤粉的加入量也較低。因此,在配砂時應(yīng)把握好以下幾點。
1.黏土含量和含泥量。黏土含量高的型砂,隨比壓升高強(qiáng)度也提高,通常有效膨潤土控制在7%~10%。型砂中有效黏土和死黏土之和相當(dāng)于含泥量,含泥量一般控制在12%~16%。含泥量太高或太低均會影響型砂的各項性能指標(biāo)。
2.水分。消失模鑄件制造型砂中的水分是決定黏土的塑性和黏結(jié)力的主要因素。水分太高時,易引起黏土黏結(jié)力惡化,型砂的流動性下降,得不到均勻的鑄型密度。水分太低時,型砂不易混勻,型砂強(qiáng)度低,脆性大,起模性差,易使鑄件產(chǎn)生粘砂缺陷。一般水分應(yīng)控制在比得到濕壓強(qiáng)度峰值時的水分高出10%~20%。
3.原砂粒度。高密度造型時砂型密度較高,澆注時膨脹大,因此原砂粒度不宜過分集中,原砂顆粒呈圓形或多角形,一般選擇三篩砂或四篩砂。

 球墨箱體配件
球墨箱體配件在拉伸強(qiáng)度方面...
球墨箱體配件
球墨箱體配件在拉伸強(qiáng)度方面...
 鑄件球墨
鑄件球墨生產(chǎn)中注意事項:嚴(yán)...
鑄件球墨
鑄件球墨生產(chǎn)中注意事項:嚴(yán)...
 機(jī)床鑄鐵床身
機(jī)床鑄鐵床身加工流程包括:...
機(jī)床鑄鐵床身
機(jī)床鑄鐵床身加工流程包括:...
 益恒泵體閥門
泵體閥門廣泛用于各行各業(yè)的...
益恒泵體閥門
泵體閥門廣泛用于各行各業(yè)的...

